-
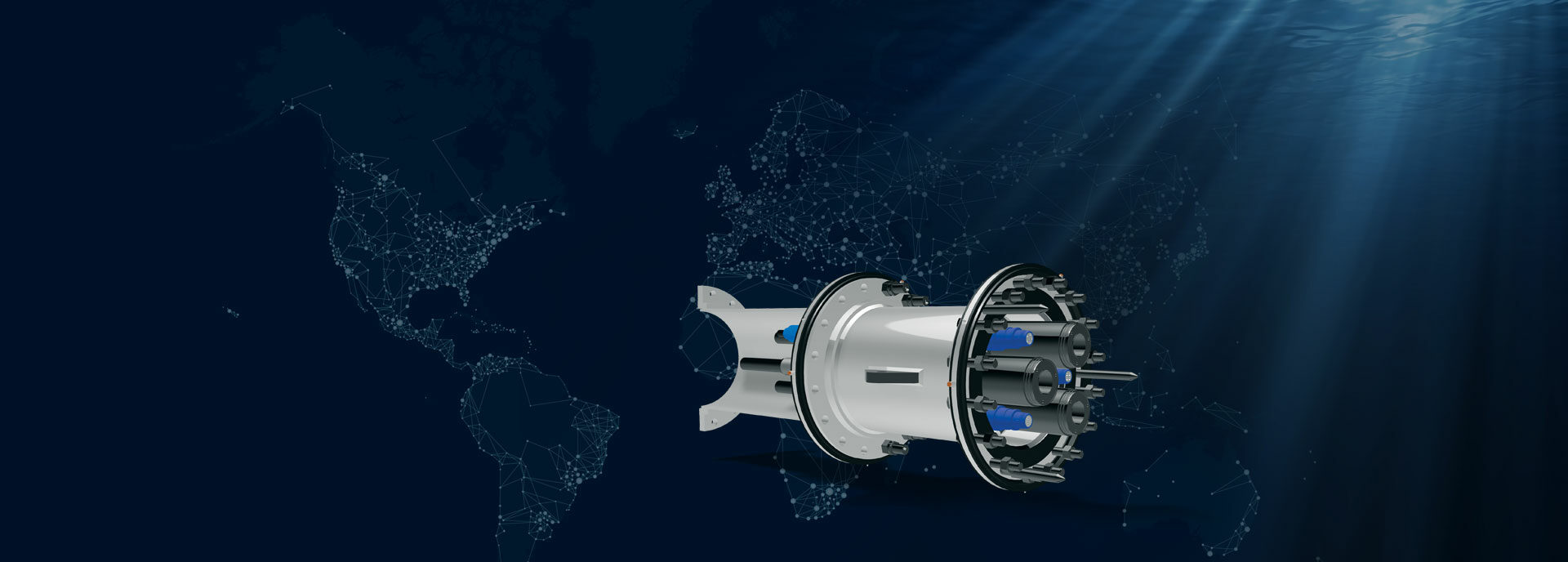
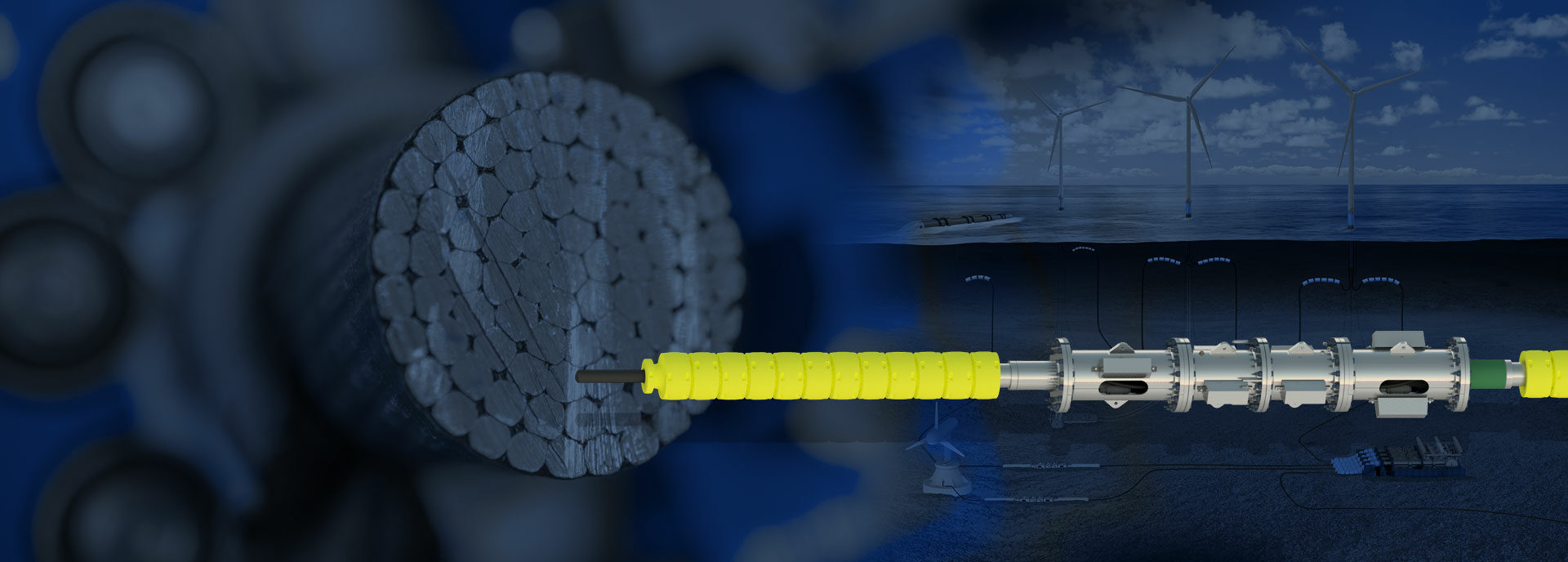
global leaders in bespoke subsea connectivity solutions
we design, engineer, manufacture, test and certify -
nearly 4 decades of knowledge and innovation
so where did it all begin?















